.jpg) 原標題 壓鑄模溫控制系統(tǒng)在質(zhì)量優(yōu)化中的應用 摘 要 模具溫度作為壓鑄工藝中至關重要的參數(shù)之一,已成為制造型企業(yè)提升鑄件質(zhì)量、增加鑄件良品率以及優(yōu)化設備運行效率(OEE)的核心手段。在模具溫度的檢測中,傳統(tǒng)測溫工具如溫箱、多點測溫儀(熱電偶)和點溫計等已被廣泛應用。然而,這些常規(guī)測溫方法存在一些不可避免的局限性,例如熱電偶特性曲線的偏差、電磁干擾的影響、粘膠材料的溫度限制、粘點誤差的累積以及對被測物體的接觸要求等。這些問題顯著影響了模具溫度測量的準確性,從而制約了模溫調(diào)節(jié)效果的進一步提升。相比之下,通過采用紅外熱成像技術(shù)進行在線溫度監(jiān)測,不僅可以實現(xiàn)對模具數(shù)萬個測點的實時溫度檢測,無需停機或接觸模具,還能夠基于模具溫度矩陣生成高分辨率的紅外熱像圖,為模具溫度的直觀分析和工藝優(yōu)化提供科學支持與決策依據(jù)。 1引言 壓鑄工藝是一種高效、精密的金屬成型技術(shù),通過將熔融金屬在高壓下注入模具中快速成型,實現(xiàn)復雜形狀零部件的大批量生產(chǎn)。作為現(xiàn)代制造業(yè)中廣泛應用的工藝,壓鑄以其高生產(chǎn)效率、高精度、以及良好的材料利用率而聞名。在每一個壓鑄循環(huán)過程中,無論是加熱階段還是大批量生產(chǎn)階段,模溫監(jiān)測系統(tǒng)都能夠?qū)崟r獲取模具的熱分布圖,并對模具的熱平衡進行動態(tài)校正。這一過程幫助工程師根據(jù)熱分布情況優(yōu)化壓鑄參數(shù),確保壓鑄質(zhì)量始終處于受控狀態(tài)。通過對模具表面溫度及其變化的有效監(jiān)測,可以精確調(diào)控熱量的分布,改善熱交換方式,從而顯著提升鑄件質(zhì)量并降低鑄造缺陷率。除了質(zhì)量提升,壓鑄工藝在資源節(jié)約方面也具有顯著優(yōu)勢。對模具表面溫度的持續(xù)監(jiān)測不僅延長了模具的使用壽命,還縮短了生產(chǎn)循環(huán)時間,減少了計劃外維護保養(yǎng)的頻率與成本。同時,精準的溫度控制還能夠有效降低能源、壓縮空氣和脫模劑的消耗量,并減少廢水的排放。在大批量生產(chǎn)環(huán)境下,模溫監(jiān)測系統(tǒng)更是成為提升鑄件質(zhì)量和設備整體效率(OEE)的理想選擇,為制造企業(yè)在競爭中提供了重要技術(shù)支持。 在壓鑄工藝中,模具表面溫度的控制對于鑄件質(zhì)量至關重要。溫度失控往往是導致產(chǎn)品出現(xiàn)縮痕、砂孔、裂縫和氣泡等缺陷的主要原因之一。模具表面溫度的均勻性直接影響金屬的凝固過程及鑄件的內(nèi)部結(jié)構(gòu),從而決定了最終產(chǎn)品的質(zhì)量。因此,準確檢測模具表面溫度分布對于保證壓鑄工藝的品質(zhì)、實現(xiàn)高效且無缺陷的工業(yè)生產(chǎn)具有重要意義。隨著紅外熱像儀技術(shù)的快速發(fā)展,硬件成本的不斷下降,使得利用紅外熱像儀對模具表面溫度進行實時監(jiān)測成為可能。相比傳統(tǒng)接觸式測溫方法,紅外非接觸式測溫具有快速、精準、無干擾的優(yōu)勢,大幅提升了模具溫度監(jiān)測的效率和可靠性。這種技術(shù)進步不僅優(yōu)化了模具溫度的控制精度,還為鑄件質(zhì)量的提升和生產(chǎn)效率的提高提供了有力支持。 在壓鑄工藝中,傳統(tǒng)模具溫度監(jiān)測方法存在明顯的不足,難以滿足對模具溫度進行精準、實時控制的需求。例如,點溫槍只能測量模具單個點的溫度,對于溫度異常區(qū)域的位置需要憑借經(jīng)驗進行推測,缺乏全面性和直觀性。熱電偶雖然同樣能夠測量單點溫度,但其需要與模具直接接觸,不僅增加了操作復雜性,還可能帶來安全隱患。此外,手持熱像儀雖然能夠捕捉模具表面的溫度分布,但難以實現(xiàn)連續(xù)監(jiān)測,也無法保證每次拍攝的熱像圖具有時間上的統(tǒng)一性。這些局限性使得傳統(tǒng)方法難以為高效、無缺陷的生產(chǎn)提供可靠的模溫數(shù)據(jù)支持,從而限制了壓鑄工藝的優(yōu)化和穩(wěn)定性。 本文旨在針對當前模具溫度控制方法存在的不足,提出并設計一種創(chuàng)新的模溫控制方案,以提升壓鑄工藝的質(zhì)量控制水平。傳統(tǒng)的模溫監(jiān)測方式,如點溫槍和熱電偶,由于測量范圍有限、操作安全性不足以及實時性欠缺,難以滿足現(xiàn)代壓鑄工藝對精確溫度控制的需求。而手持熱像儀雖然能夠提供溫度分布的可視化,但其無法實現(xiàn)連續(xù)監(jiān)測,且熱像圖的拍攝時間難以同步,限制了其應用效果。因此,本文從解決這些關鍵問題出發(fā),設計了一種基于紅外熱像技術(shù)的模溫控制方案,結(jié)合實時監(jiān)測、非接觸測溫和高精度溫度分析等功能,旨在顯著提升模具溫度調(diào)節(jié)的精準性和效率。同時,通過實驗驗證其在壓鑄件質(zhì)量優(yōu)化中的實際效果,探索該方案在工業(yè)應用中的潛力,為提高鑄件良品率和壓鑄設備運行效率提供理論和技術(shù)支持。 2模溫控制系統(tǒng)的設計
系統(tǒng)由多種關鍵硬件組成,包括安裝在壓鑄現(xiàn)場的在線紅外熱像儀、熱像儀防護罩、電源設備,以及用于現(xiàn)場監(jiān)控的工控機或PC。其中,在線紅外熱像儀作為核心組件,能夠?qū)崟r采集模具表面的溫度分布數(shù)據(jù),生成高分辨率的熱像圖,為模溫分析提供直觀的參考。熱像儀防護罩為設備提供必要的物理保護,確保其在高溫、高壓、潮濕等復雜工作環(huán)境中的穩(wěn)定運行。電源設備則為系統(tǒng)持續(xù)運行提供穩(wěn)定的能源支持,而工控機或PC作為數(shù)據(jù)處理與監(jiān)控中心,負責實時接收、存儲并分析熱像儀采集的溫度數(shù)據(jù),協(xié)助操作人員動態(tài)監(jiān)測和優(yōu)化模具溫度控制。通過各硬件的緊密配合,系統(tǒng)能夠在不中斷生產(chǎn)的情況下,實現(xiàn)對模具溫度的實時、精準監(jiān)測,為壓鑄工藝提供高效、可靠的溫度管理支持。接下來將對各組件進行詳細說明。 系統(tǒng)核心設備為高性能紅外熱像儀,集成了進口處理芯片、法國紅外熱成像芯片以及賽靈思FPGA邏輯芯片,這些高端硬件的組合確保了設備卓越的計算性能與穩(wěn)定性。紅外熱像儀的分辨率為640×480紅外像素,相較于傳統(tǒng)設備,其像素密度更高,能夠呈現(xiàn)更清晰的溫度分布圖,精確捕捉模具表面的溫度變化,滿足高精度測量需求。設備在3米以外即可準確識別被測物體的溫度分布,確保即使在生產(chǎn)現(xiàn)場復雜環(huán)境中,也能保持較高的溫度測量可靠性和成像質(zhì)量。此外,目視條件下,紅外熱像儀能夠清晰分辨模具輪廓,且精確測量直徑為10mm的銷釘溫度,為精細部件的熱分布分析提供支持。該紅外熱像儀還具有卓越的穩(wěn)定性,支持7*24小時不間斷運行,即使在高溫、高濕或震動等嚴苛的工業(yè)環(huán)境下,依然能夠持續(xù)提供可靠的溫度數(shù)據(jù)。這種設計有效避免了傳統(tǒng)測溫設備因間歇性停機或誤差帶來的生產(chǎn)效率下降問題,特別適合高強度的壓鑄生產(chǎn)環(huán)境。具體的設備參數(shù)如表1所示:
表1 2.2 熱像儀保護罩 為了確保紅外熱像儀在壓鑄工業(yè)現(xiàn)場的高溫、油霧和氣霧等嚴酷環(huán)境中能夠穩(wěn)定運行,系統(tǒng)采用了專門設計的IP67級防護熱像儀保護罩。保護罩經(jīng)過工業(yè)現(xiàn)場的嚴苛考驗,具備卓越的密封性和抗污染能力,同時集成了多項功能性設計,全面保障設備的長期穩(wěn)定運行。保護罩配備風冷冷卻裝置,通過高效散熱技術(shù)有效控制設備內(nèi)部溫度,即使在極端高溫環(huán)境中也能維持設備性能。此外,保護罩前端設有氣簾和氣動擋片,可形成清潔的氣流屏障,將油霧和氣霧有效隔離,確保鏡頭表面始終保持清潔狀態(tài),從而避免因污垢導致的成像質(zhì)量下降。該保護罩的防護性能不僅延長了設備的使用壽命,也保證了模溫監(jiān)測的精確性和一致性。具體的保護罩性能參數(shù)如表2所示:
表2 2.3 一體式機柜 為保障模溫監(jiān)控系統(tǒng)在工業(yè)現(xiàn)場的高效運行,系統(tǒng)采用功能齊全的一體式機柜設計,將各類關鍵部件和功能集成于統(tǒng)一結(jié)構(gòu)中,兼顧便捷性和可靠性。機柜的設計細節(jié)充分考慮了壓鑄現(xiàn)場的實際需求,具備高性能、高耐用性和易維護性。機柜配備氣源壓力檢測裝置,通過壓力繼電器實時監(jiān)測氣源壓力,檢測結(jié)果直觀顯示在屏幕上。當氣源壓力過低時,系統(tǒng)將觸發(fā)故障報警,并停止模溫自動采集,確保設備安全運行。機柜還集成了分水濾氣器,用于高效過濾氣源中的雜質(zhì)和水氣,并便于維護。人機交互端與設備柜采用一體式設計,結(jié)構(gòu)緊湊,頂部配置吊鉤,便于現(xiàn)場吊裝和運輸。根據(jù)現(xiàn)場需求,機柜的外形尺寸可定制,以適應不同的安裝環(huán)境。核心控制硬件為研華品牌工控機,預裝64位中文企業(yè)版Windows 10系統(tǒng),配備i5及以上處理器、16GB內(nèi)存、216GB固態(tài)硬盤和1TB機械硬盤,同時支持WIFI遠程操作及升級。交互界面采用飛利浦24英寸觸控屏,為用戶提供友好直觀的操作體驗。供電方面,機柜支持AC220V 50Hz動力電源和DC24V控制電源,可根據(jù)現(xiàn)場情況調(diào)整。系統(tǒng)設計有信號防干擾措施和短路保護功能,有效提升信號傳輸?shù)姆€(wěn)定性和設備運行的安全性。此外,機柜配備三色報警燈,用于指示系統(tǒng)運行狀態(tài)。其他功能包括預留外部系統(tǒng)通訊的RJ45接口及額外的USB接口,滿足多樣化的外部連接需求。設備整體氣源要求不低于0.5 MPa,以確保系統(tǒng)運行的穩(wěn)定性和可靠性。這款一體式機柜通過高集成度和優(yōu)化設計,為模溫監(jiān)控系統(tǒng)提供了堅實的基礎,能夠滿足壓鑄現(xiàn)場復雜環(huán)境中的多樣化需求。詳細的功能介紹如表3所示:
表3 模溫控制系統(tǒng)以高精度、高一致性和廣泛測溫范圍為核心技術(shù)特點,其性能上限充分體現(xiàn)了系統(tǒng)在復雜工業(yè)環(huán)境中的卓越適應能力和可靠性。以下關鍵參數(shù)具體描述了系統(tǒng)的技術(shù)性能和應用價值: 1、全量程測溫精度:系統(tǒng)實現(xiàn)了±2℃或±2%的測溫精度,能夠滿足壓鑄過程中對模具表面溫度監(jiān)測的嚴苛要求。精確的測溫數(shù)據(jù)不僅有助于識別溫度異常點,還為模溫調(diào)節(jié)提供了可靠依據(jù),有效避免因溫差波動引發(fā)的鑄件缺陷,如縮痕、裂紋和氣泡等; 2、測溫一致性:系統(tǒng)的測溫一致性高達±1℃或±1%,能夠確保不同時間和空間點的溫度數(shù)據(jù)始終保持高度一致。這種特性在壓鑄生產(chǎn)的連續(xù)性過程中尤為重要,能夠提供穩(wěn)定的熱分布監(jiān)測,為精準調(diào)控工藝參數(shù)提供支撐; 3、環(huán)境溫度適應性:系統(tǒng)能夠在-30℃至100℃的環(huán)境溫度范圍內(nèi)穩(wěn)定運行,適應壓鑄現(xiàn)場的極端工作環(huán)境。這種環(huán)境適應能力確保了系統(tǒng)在嚴苛條件下仍能提供可靠的測溫結(jié)果,為長期工業(yè)應用奠定了堅實基礎; 4、測溫范圍:系統(tǒng)的測溫范圍覆蓋了-20℃至650℃,全面滿足了模具從低溫預熱到高溫壓鑄的全過程需求。廣泛的測溫范圍使系統(tǒng)適合于多種不同工藝要求,具有更高的通用性和靈活性; 5、紅外像素分辨率:系統(tǒng)配備了640×480像素的紅外熱像儀,以其高分辨率實現(xiàn)清晰的熱成像效果。成像細節(jié)豐富,能夠直觀展現(xiàn)模具表面的熱分布狀態(tài),為工程師提供精準的視覺分析工具。此外,高像素分辨率確保了測溫的點密度和分辨率,能夠準確測量直徑為10mm的小目標區(qū)域溫度。 通過上述關鍵參數(shù),系統(tǒng)展示了其在壓鑄工藝中的卓越性能,具備實時、高效、精準的模具溫度監(jiān)測能力。這些技術(shù)性能不僅有助于改善鑄件質(zhì)量,還顯著提高了生產(chǎn)效率,降低了資源浪費和維護成本,為現(xiàn)代化壓鑄生產(chǎn)提供了強有力的技術(shù)支持。 3實驗驗證 3.1 實驗設計 在壓鑄生產(chǎn)過程中,模具溫度的控制至關重要,尤其是在噴涂后冷卻階段。通常,噴涂后的模具溫度應迅速降低至150℃左右,以確保良好的鑄件質(zhì)量,并避免由于過高的溫度導致零部件局部的應力集中和裂紋生成。然而,在某一生產(chǎn)批次中,銷釘部位的溫度冷卻后仍然保持在216℃,遠高于理想溫度,進而導致生產(chǎn)出的零部件在該部位經(jīng)常發(fā)生開裂現(xiàn)象。由于在之前的生產(chǎn)過程中未使用熱成像技術(shù),生產(chǎn)團隊未能及時發(fā)現(xiàn)冷卻系統(tǒng)的問題,只有在零部件質(zhì)量異常的情況下,才意識到該部位可能存在溫度控制問題。如圖1所示
圖1 為了準確定位冷卻過程中出現(xiàn)的問題,本次實驗設計了熱成像監(jiān)測方案。實驗的核心目標是利用熱成像技術(shù)對模具的冷卻過程進行實時監(jiān)測,及時發(fā)現(xiàn)并分析溫度異常區(qū)域,特別是銷釘部位的溫度異常情況。 實驗過程中,將使用高精度的熱成像儀對模具各個部位,尤其是銷釘區(qū)域進行溫度監(jiān)控,借助熱成像圖像清晰地顯示溫度分布和變化。通過這種方式,可以直觀地了解溫度是否均勻下降,并對存在異常的部位進行精準定位,進而為后續(xù)的冷卻系統(tǒng)調(diào)整提供數(shù)據(jù)支持。 實驗步驟包括: 首先對模具噴涂后的溫度進行基線測量,確保其溫度分布符合預期要求; 接著,在模具冷卻過程中,通過熱成像儀對模具進行連續(xù)監(jiān)控,特別是聚焦在銷釘部位,觀察其冷卻過程中溫度的變化情況。如圖2、3所示
圖2
圖3 通過這些數(shù)據(jù),能夠及時發(fā)現(xiàn)銷釘部位冷卻不均勻或降溫不足的問題。最后,根據(jù)熱成像結(jié)果,調(diào)整模具的冷卻系統(tǒng),優(yōu)化冷卻效率,確保模具各部位溫度降至合理范圍內(nèi)。 3.2 實驗結(jié)果 通過實驗,熱成像技術(shù)成功地揭示了冷卻過程中存在的問題。在初次使用熱成像儀對模具冷卻過程進行監(jiān)測時,發(fā)現(xiàn)噴涂后的模具表面溫度并未按照預期迅速降至150℃,尤其是在銷釘部位,溫度降幅明顯不足。通過對熱成像圖像的分析,清楚地顯示出銷釘區(qū)域的溫度始終維持在200℃左右,遠高于150℃的目標值,導致該部位的金屬材料未能充分冷卻,進而產(chǎn)生了應力集中。這種溫度過高的情況直接導致了零部件的局部開裂現(xiàn)象,且這種問題在生產(chǎn)過程中反復出現(xiàn),嚴重影響了零部件的質(zhì)量和生產(chǎn)效率。如圖4所示:
圖4 針對熱成像圖像中反映出的冷卻不均問題,生產(chǎn)團隊對模具冷卻系統(tǒng)進行了整改。通過調(diào)整銷釘部位的冷卻通道布局,增加了冷卻液的流量,并重新優(yōu)化了冷卻液的溫控策略,以確保銷釘區(qū)域能夠得到充分的冷卻。整改后,再次使用熱成像儀對同一部位進行監(jiān)測,結(jié)果顯示銷釘區(qū)域的溫度降幅符合預期,成功降至了150℃左右。這一變化證明了冷卻系統(tǒng)的調(diào)整有效提升了該部位的冷卻效率。 經(jīng)過整改后的冷卻系統(tǒng)不僅解決了銷釘部位溫度過高的問題,還有效避免了因過高溫度導致的零部件開裂。通過后續(xù)的生產(chǎn)驗證,使用熱成像技術(shù)監(jiān)測后的模具冷卻過程更加均勻,零部件的質(zhì)量得到顯著改善。最終,本次實驗驗證了熱成像技術(shù)在發(fā)現(xiàn)冷卻系統(tǒng)問題、提升生產(chǎn)質(zhì)量中的重要作用,并為未來類似問題的解決提供了有效的技術(shù)手段。具體實驗結(jié)果如圖5所示
圖5
3.3 模具異常處理
圖6
圖7 通過數(shù)據(jù)分析和模具異常的檢查,發(fā)現(xiàn)模具內(nèi)部冷卻水路接口漏水,導致模具溫度無法及時有效降至合理范圍以內(nèi),通過維修處理,得到改善。如圖8、9是改善后數(shù)據(jù)。
圖8
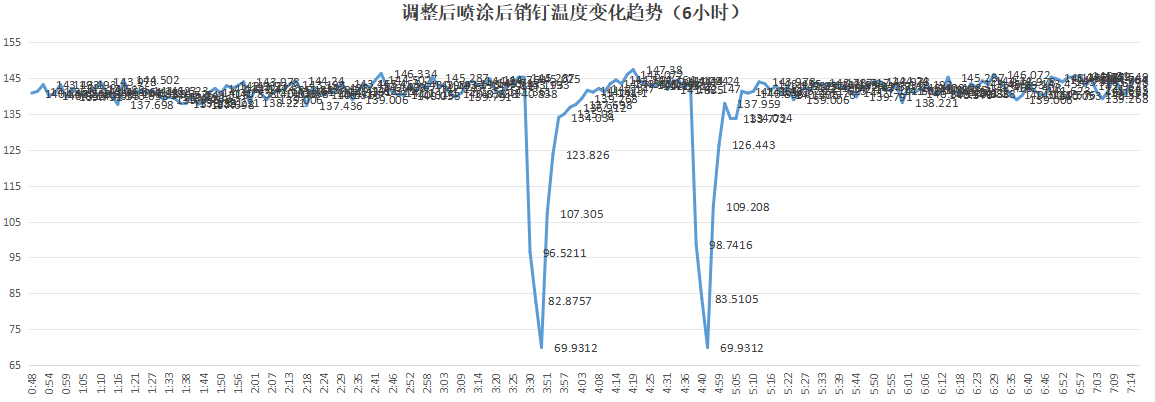
圖9 4結(jié)論 本研究通過引入模溫控制系統(tǒng),成功解決了壓鑄生產(chǎn)中因冷卻不均導致的零部件開裂問題。實驗結(jié)果表明,噴涂后的模具溫度應迅速降至150℃左右,但在未使用熱成像技術(shù)之前,銷釘部位的溫度仍維持在207℃,遠高于標準要求,這直接導致了生產(chǎn)過程中頻繁出現(xiàn)的零部件開裂現(xiàn)象。通過熱成像技術(shù),及時發(fā)現(xiàn)了冷卻系統(tǒng)在該部位存在的問題,進而對冷卻系統(tǒng)進行了針對性調(diào)整。調(diào)整后的模具冷卻效果顯著改善,銷釘部位的溫度成功降至156℃,消除了開裂問題。 實驗數(shù)據(jù)進一步驗證了模溫控制系統(tǒng)在提升壓鑄質(zhì)量方面的有效性,特別是在確保模具溫度均勻降低和優(yōu)化冷卻過程方面的優(yōu)勢。通過精準的溫度監(jiān)控與及時的調(diào)整,本研究不僅提高了生產(chǎn)效率,還大幅降低了由于溫度控制不當導致的質(zhì)量缺陷。實驗結(jié)果的關鍵數(shù)據(jù),如銷釘部位的溫度由207℃降至156℃,為進一步優(yōu)化模溫控制系統(tǒng)提供了可靠依據(jù),證明了熱成像技術(shù)在模具溫度監(jiān)測和控制中的重要作用,并且可以根據(jù)生產(chǎn)每模溫度變化提前預判停機期間若不增加人為干預情況下需要7模左右才能恢復正常生產(chǎn)狀態(tài)(如圖10所示),以此依據(jù)可以在停機后適當增加關鍵部位溫度減少熱模時間減少產(chǎn)能損耗。這一改進方案有效提升了壓鑄零部件的質(zhì)量,為壓鑄生產(chǎn)過程中的溫控技術(shù)應用提供了寶貴的經(jīng)驗。
圖10 本文作者: 洪祖榮 比亞迪弗迪動力事業(yè)部 電子郵箱:657552591@qq.com |
.png)
.png)
.png)
.png)
.jpg)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.png)
.jpg)
.jpg)
.jpg)